本章目的:明白注塑件加强筋的设计。
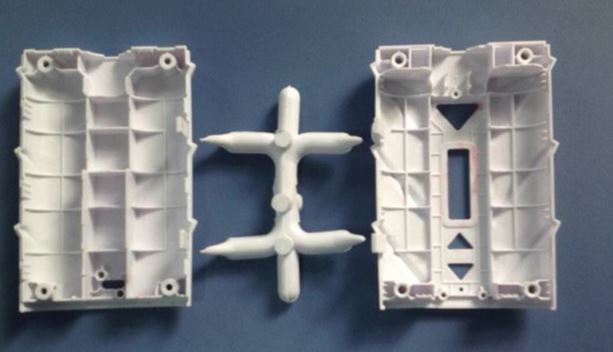
1.注塑件哪里需要加强筋

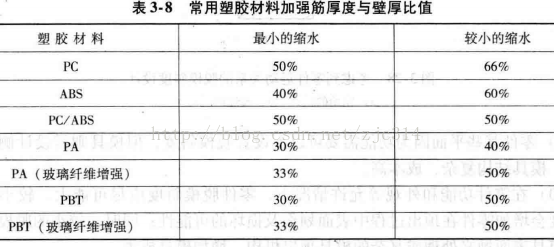
2.加强筋的厚度不应该超过塑胶零件厚度的50%~60%
对于薄壁塑胶件(零件厚度小于1.5mm),加强筋的厚度可以超过表中比值、甚至等于零件壁厚。
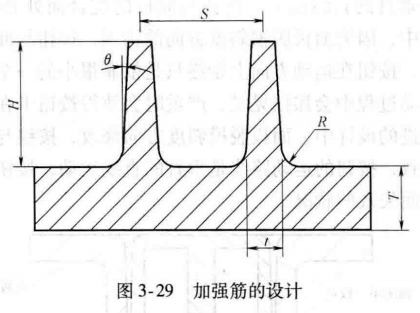
2.加强筋的高度不能超过塑胶零件厚度的3倍
为了提高零件的强度,加强筋的高度越高越好。但加强筋的高度太高,零件注射闲难,很难充满,特別是当加强筋增加脱模斜度后,加强筋的顶部尺寸变得很小时。加强筋的高度一般不超过塑胶件壁厚的3倍,即H≤3T。
//凹形结构的加强筋板高度,一般比边缘底1~3mm;这样主要是美观原因,也有既考虑强度和拔模。

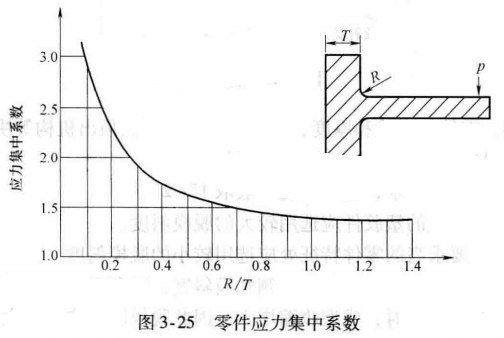
3.加强筋根部圆角为塑胶零件厚度的0.25~0.5倍
如上一节所述,加强筋的根部需要增加圆角避免应力集中以及增加塑胶熔料流动性,圆角的大小一般为零件壁厚的0.25~0.50倍,即R=0.25T~0.50T。
//这一条就有意思了。如果加强筋加圆角,那么必然会有很大的缩痕。

//但如果不加,那加强筋的效果直接打折。
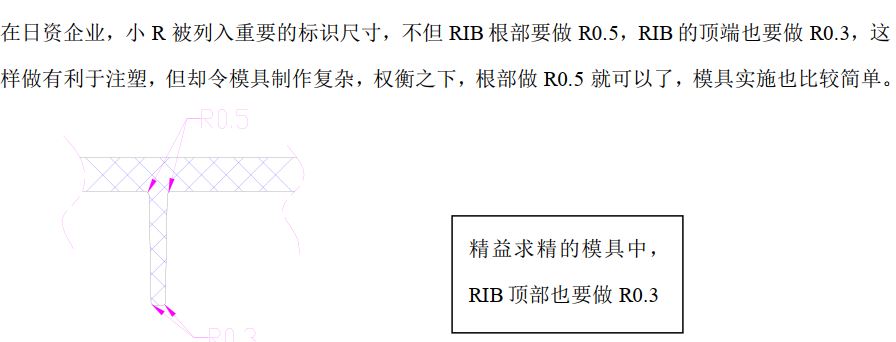
//所以作者的选择是,一般情况下保持厚度,但底部不加圆角。后期有要求(比如测试或评审不过),可以再追加,模具更改也容易。(不过后期就算加强筋加粗也不会加圆角)
//而且,加强筋底部圆角和应力集中的问题,知道的人少。但表面收缩问题,却是人人关注。再且画圆角是花精力的,所以很多产品的加强筋是没有底部圆角的。
4.加强筋的脱模斜度一般为0.5°~1.5°
为了保证加强筋能从模具中顺利脱出,加强筋需要一定的脱模斜度,一般为0.5°~1.5°,斜度太小,加强筋脱模困难,脱模时容易变形或刮伤;斜度太大,加强筋的顶部尺寸太小,注射困难,强度低。
//加强筋脱模斜度作者取0.5°,不然顶部与底部会相差很大。对,作者会自己在零件图中画出,模具厂有需要让他们自己再改。
5.加强筋与加强筋之间的距离至少为塑胶零件厚度的2倍
加强筋与加强筋之间的间距至少为塑胶件壁厚的2倍,以保证加强筋的充分冷却,即S≥2T。
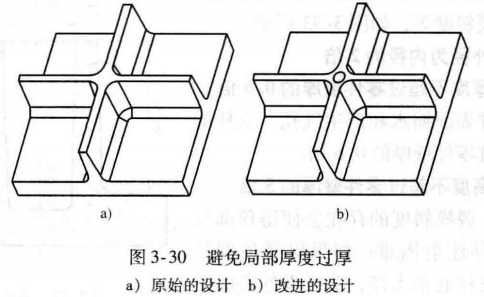
6.加强筋的设计需要遵守均匀壁厚原则
加强筋设计需要遵守均匀壁厚原则。加强筋与加强筋连接处、加强筋与零件壁连接处添加圆角后,很容易造成零件壁厚局部过厚。
如图3-30所示,加强筋与加强筋连接处增加圆角后会造零件壁厚局部过厚,容易造成零件表面缩水。此时可在局部壁厚处做挖空处理,保持零件均匀壁厚,避免零件表面缩水的发生。
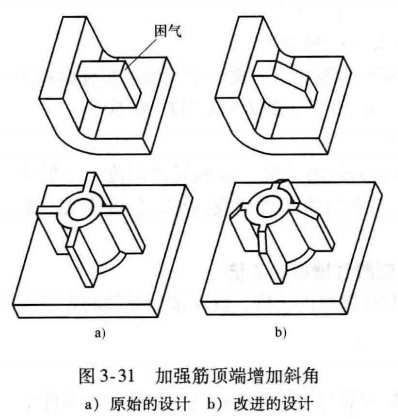
7.加强筋的顶端增加斜角避免困气
加强筋顶端应避免直角的设计,在注射过程中,直角的设计很容易造成顶端困气,带来注射困难和产生注射缺陷。如图3-31所示,可以在加强筋顶端增加斜角或圆角避免零件困气问题的产生。
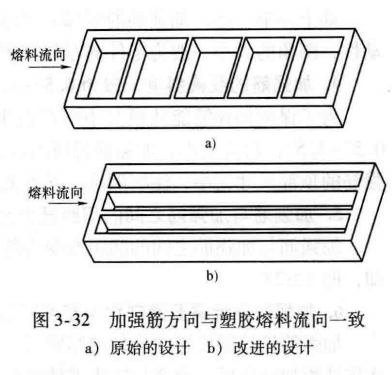
8.加强筋的方向与塑胶溶料的流向一致
加强筋方向应与塑胶熔料流动方向一致,确保熔料的流动顺畅,提髙注射效率,避免产生困气等注射缺陷,如图3-32所示。