本章目的:明确注塑工艺能生产的零件公差,即注塑工艺的制程能力。
1.注塑件尺寸公差的标准
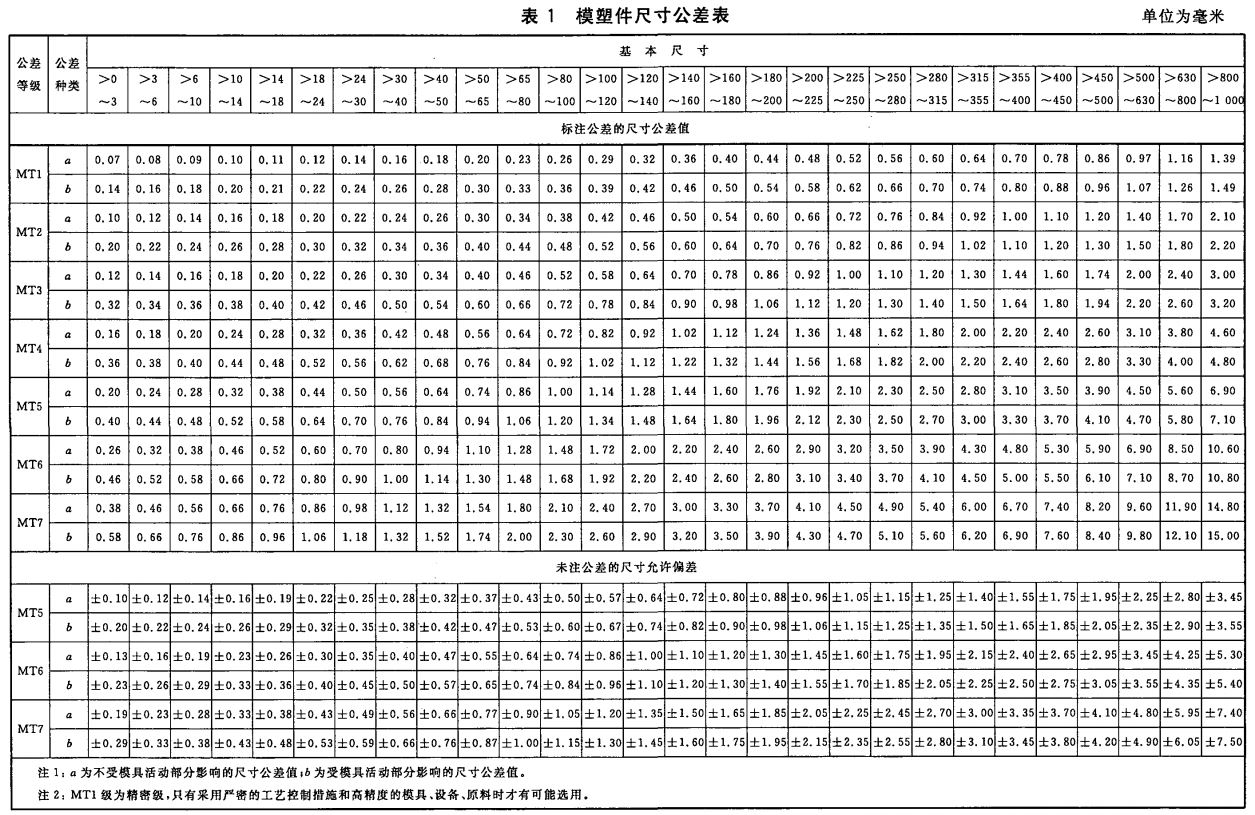
①《GB/T14486-2008 塑料模塑件尺寸公差》;
②《SJ/T 10628-1995 电子行业 塑料制件尺寸公差》;
③《QC/T 29017-2023 汽车模制塑料零件未注公差尺寸的极限偏差》;
④《DIN 16901 塑料模塑件尺寸公差和检验条件》;
//作者有一个不推荐的做法:一般的,注塑件最精密的公差要求取±0.05(50±0.05就是注塑件工艺极限),次一等精密的公差取±0.1,不重要的公差可以看用标准取值或不管。
⑤《GB/T 1804-2000 一般公差 未注公差的线性和角度尺寸的公差》;
这个标准是一个通用的公差标准,虽然很多公司也在用这个标准管理注塑件的公差,但实际上并不是非常适合。
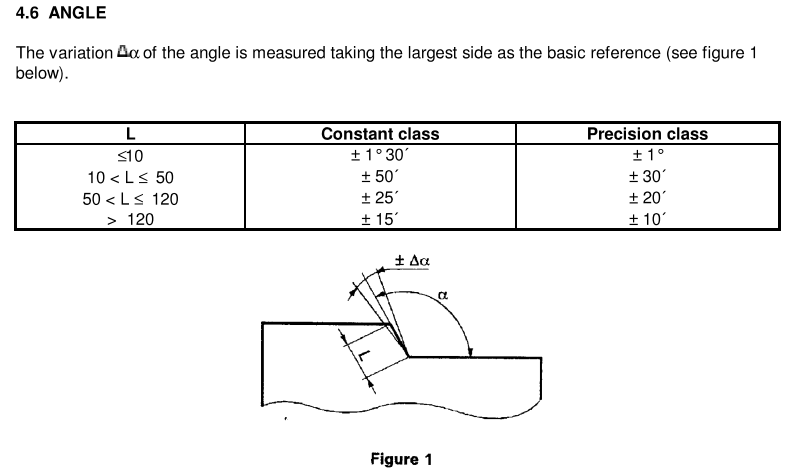
2.注塑件角度公差
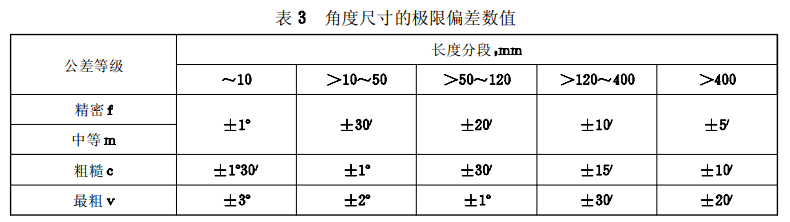
塑胶产品未注角度也可以参考《A324140 塑料件未注尺寸公差》,如下图:
其值等同于GB/T1804-c和GB/T1804-m;
//一般塑胶件角度为±1°,极少数精密要求需要控制到±0.5°;这是作者统计一家德国公司的多张图纸得出的结论。
//角度的公差判定依据一般是以成型角度两条边的短边长度。短边长度越小,公差越大。而不是角度越大,公差越大。
3.注塑件形位公差
作者一直没有找到注塑件形位公差的标准(标准 A32 2100好像也不对) 。但可以用以下例子作参考。
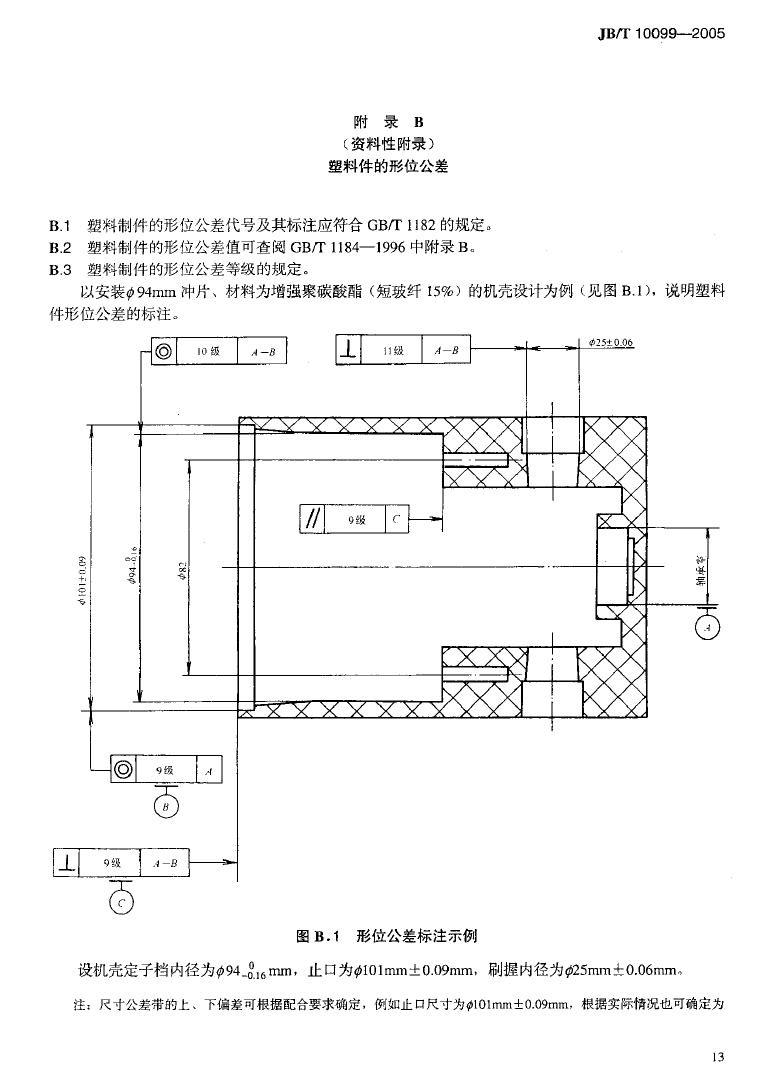
在标注形位公差时,可以用线性尺寸的公差带大小做参考进行推导。
在2025年3月左右,GBT14486已经被废止了,新的国标有形位公差的要求。从发展上讲,形位公差的会慢慢取代线性公差(前面公差章节也有说过)。

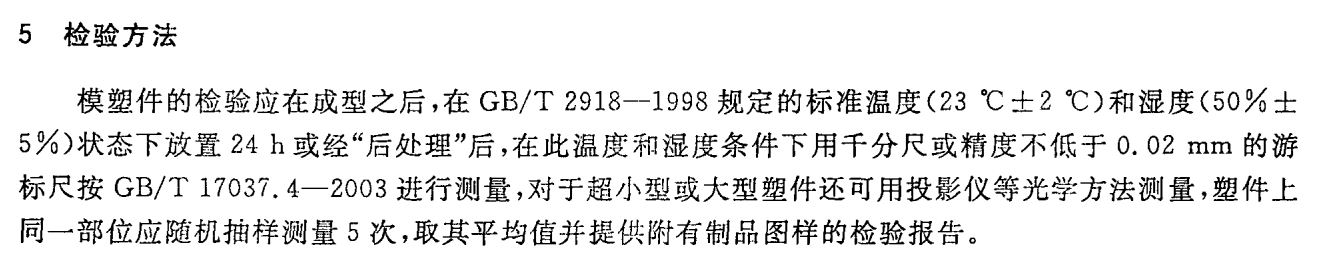
4.注塑件公差检测要求
4.1 GBT14486的要求
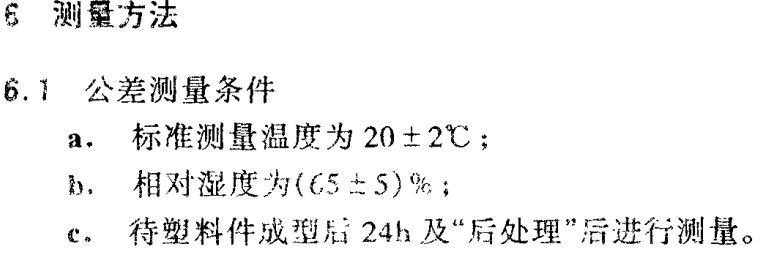
4.2 SJT10628的要求
4.3 QCT29017的要求

4.4 DIN16901的要求
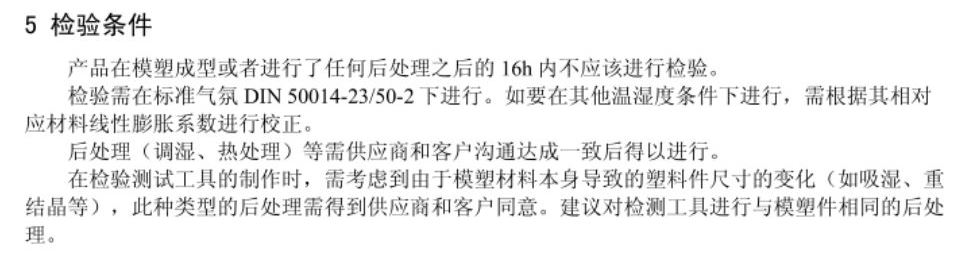
可以知道,注塑件的尺寸在刚打完样后是会变化收缩的。这个现象在个别材质会持续两天或更久。所以不要拿注塑机上刚下来的样件检验尺寸。
同理,注塑件性能也是一样,不要注塑机上直接拿样品就立即试验。当然,太久放的样品(如两年以上)也不合适用于试验。
5.后记
为什么要关注国标和国标的公差?
目的:①了解整个行业的工业制程能力,心里有杆尺子;
②对注塑工艺有话语权,国标是最大的依据;
③删选优质的供应商(制造能力太差的剔除,初期骗人的也剔除)。
