本章目的:明确钣金冲压工艺生产的零件公差。
0.使用范围
①使用时注意这些标准的应用范围,冲压工艺;
②标准通用,模具冲压和折弯机折弯都可以使用,但折弯机折弯后的公差会更大。
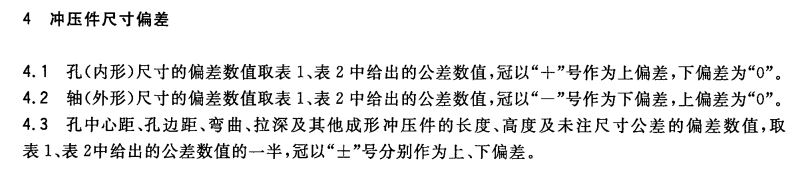
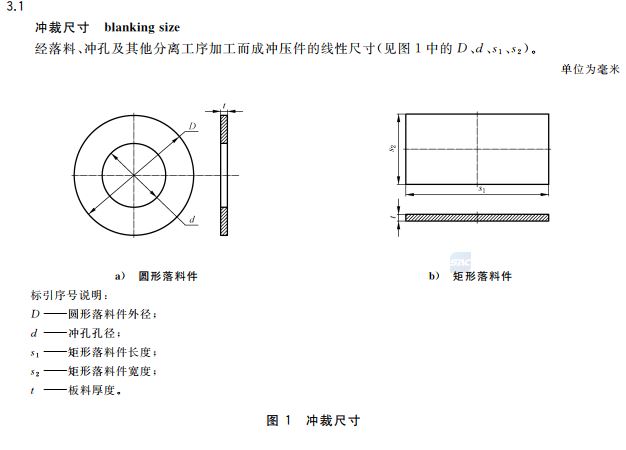
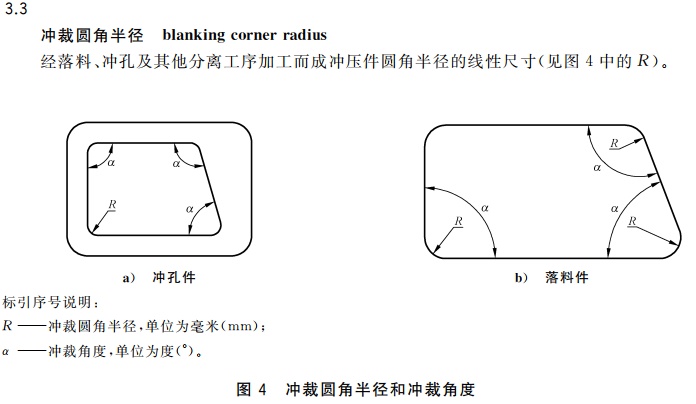
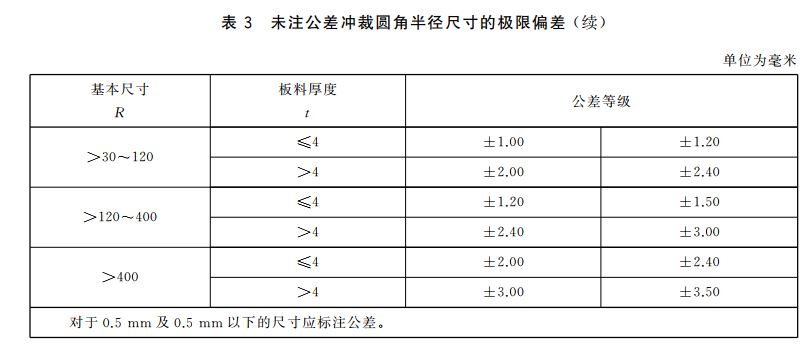
1.《GBT 13914-2013 冲压件尺寸公差》
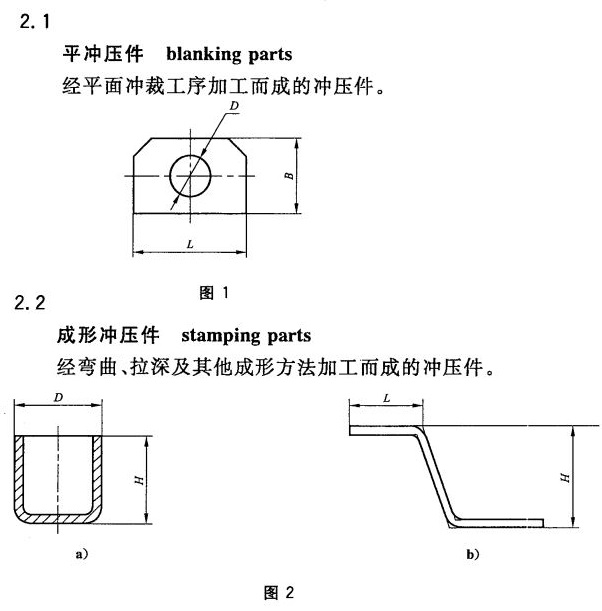
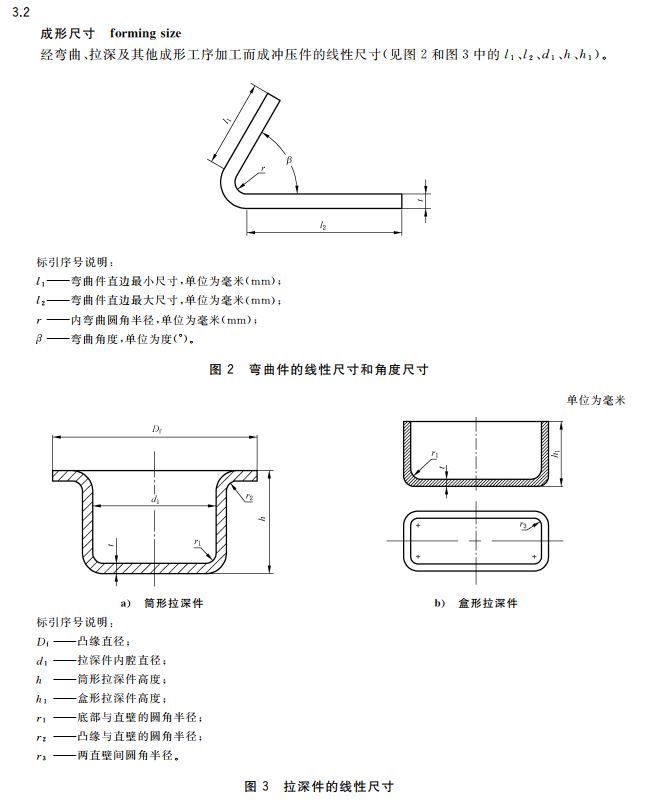
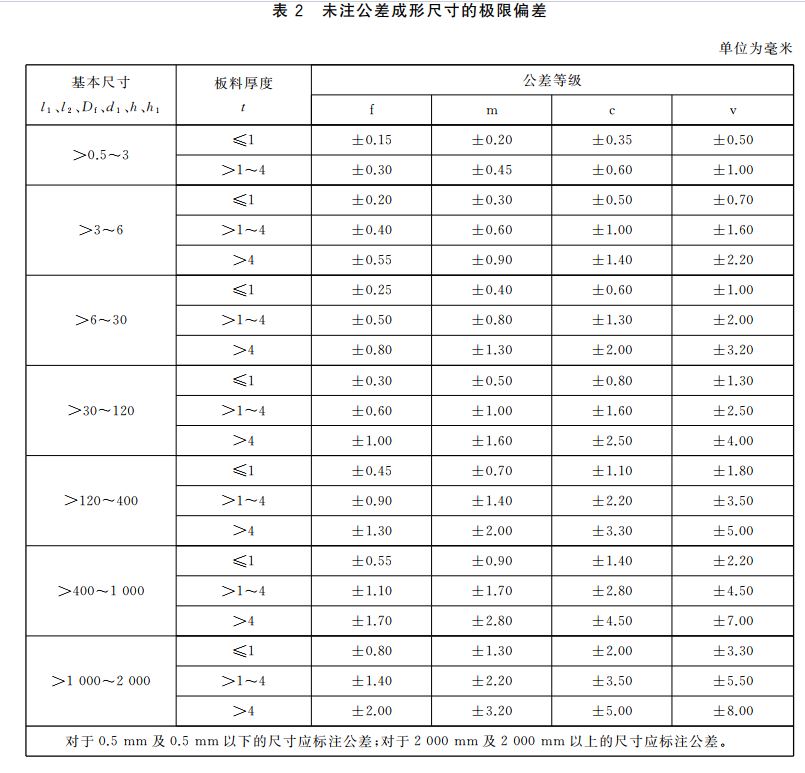
//①要先判断是冲压的哪种工艺,平冲还是成形?
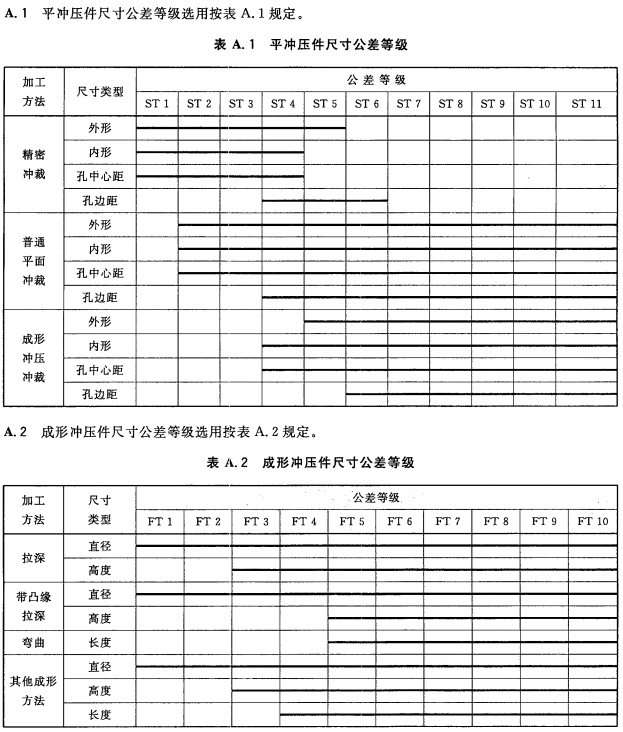
//②考虑设计要求和供应商的工艺制程能力,还有成本。确认加工精度等级。
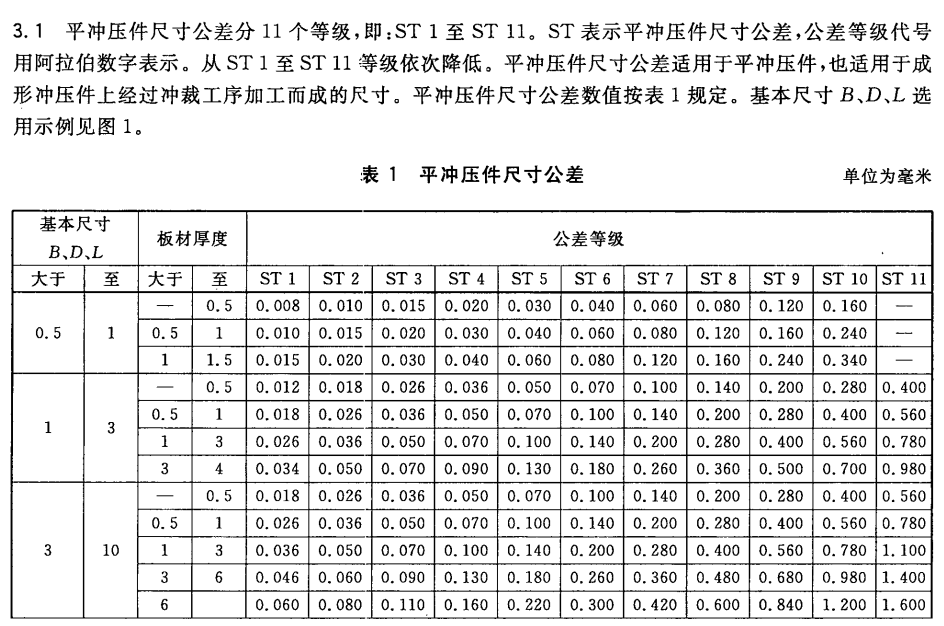
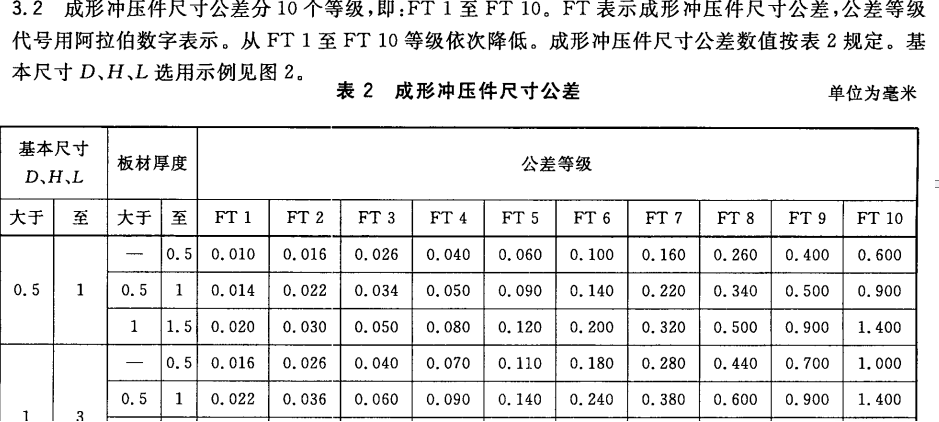
//③依据加工精度等级,选择合理的数值。
//作者没有完全截取标准的数值,读者可以自行去标准上查看。
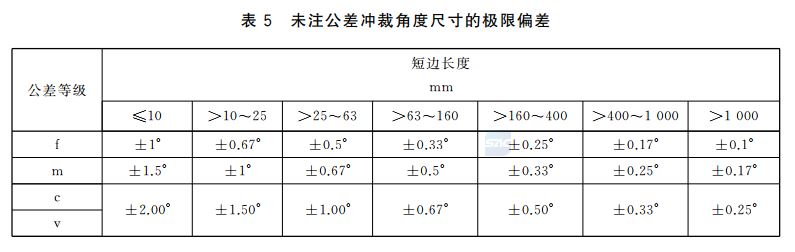
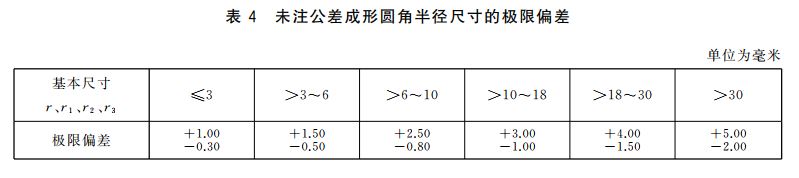
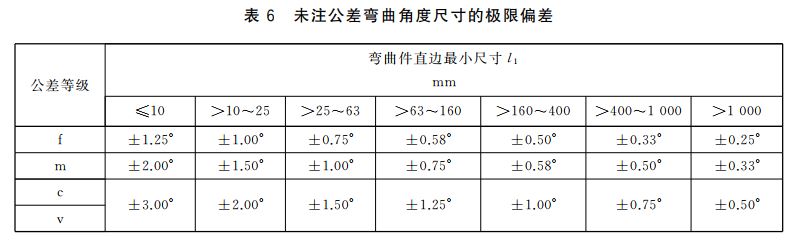
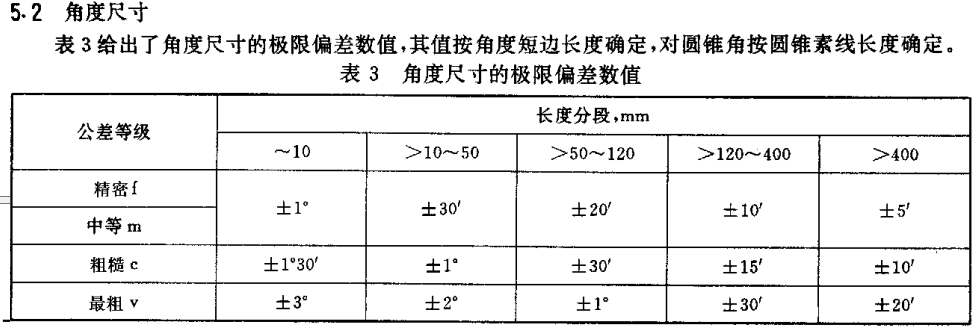
2.《GBT 13915-2013 冲压件角度公差》
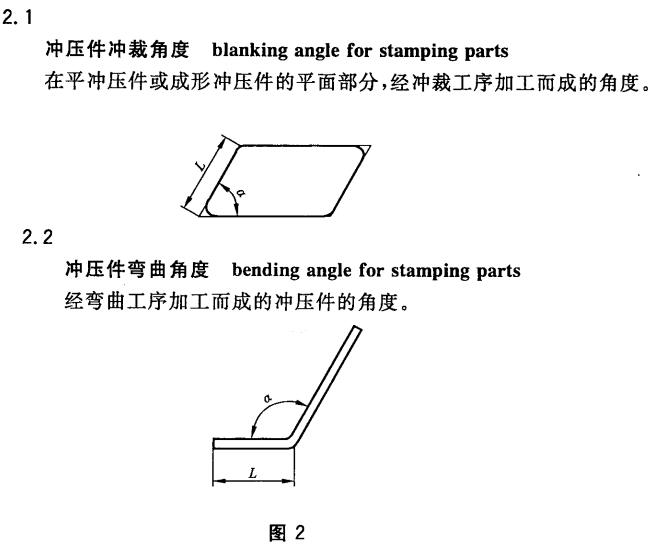
//①同样的,要先判断是冲压的哪种工艺,平冲还是成形?
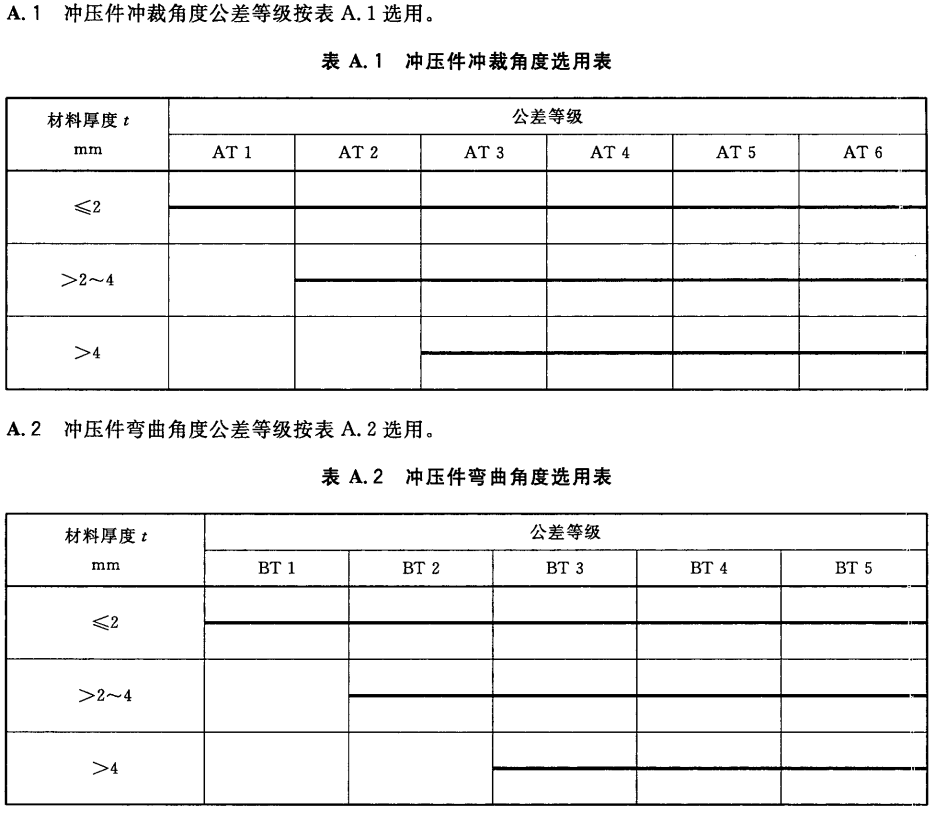
//②同样的,考虑设计要求和供应商的工艺制程能力,还有成本。确认加工精度等级。
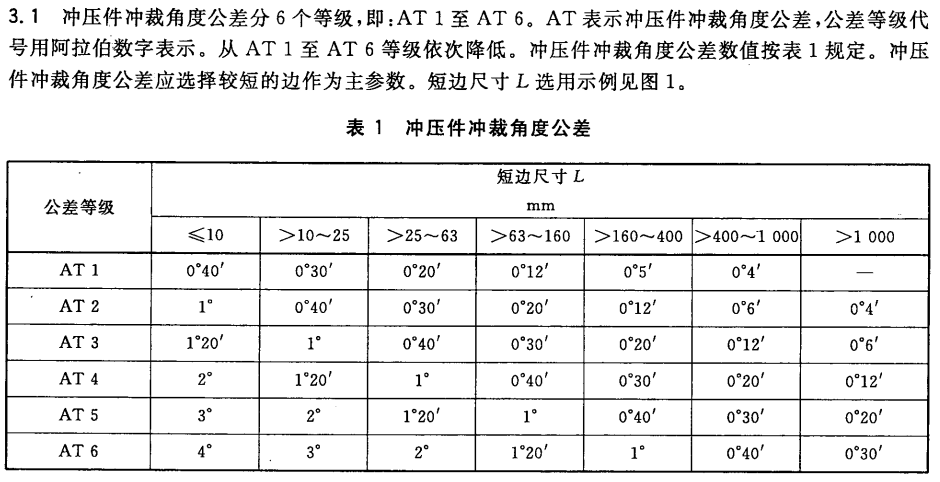
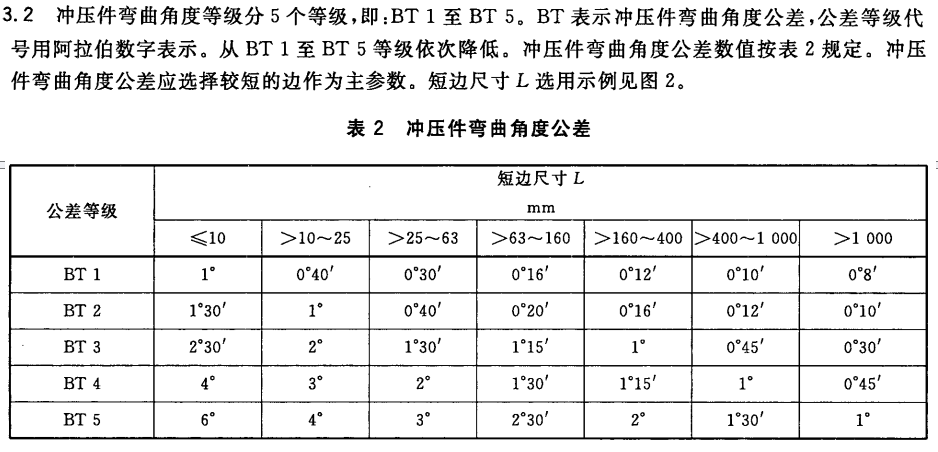
//③同样的,依据加工精度等级,选择合理的数值。
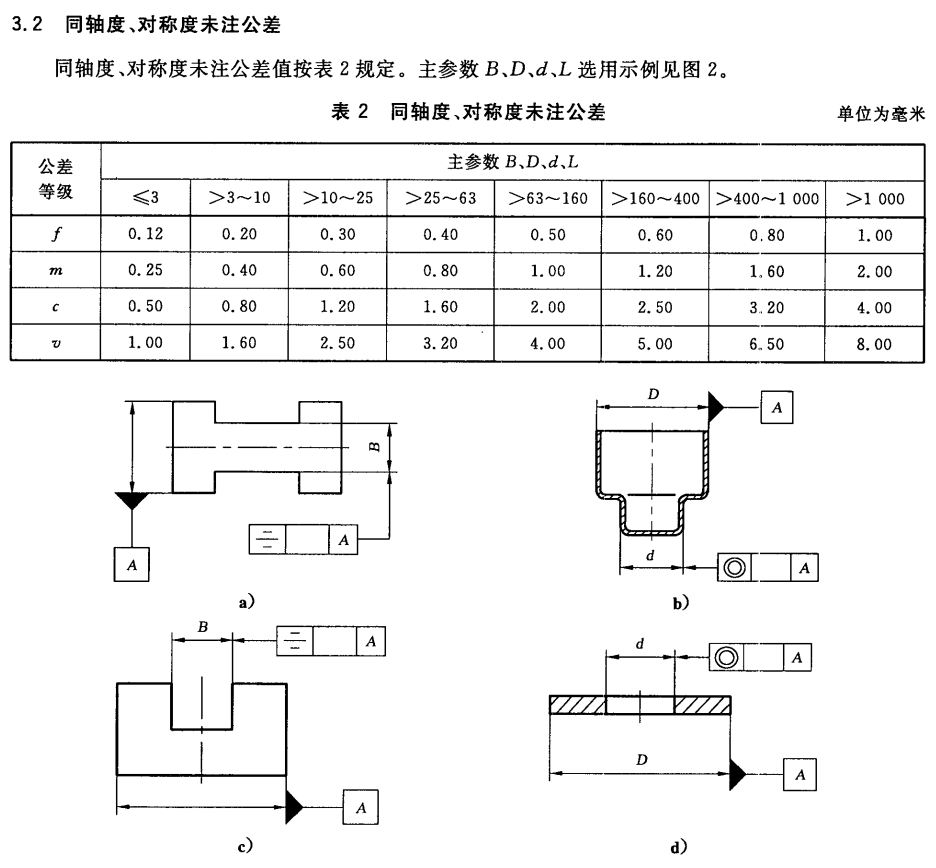
3.《GBT 13916-2013 冲压件形状和位置未注公差》

//①考虑设计要求和供应商的工艺制程能力,还有成本。确认加工精度等级。
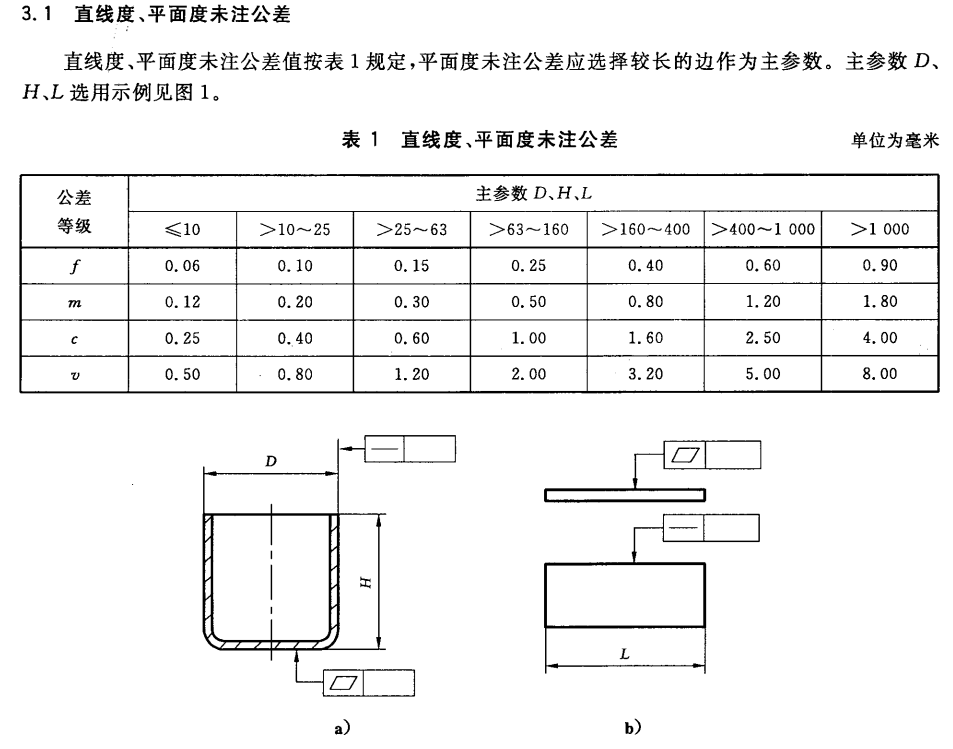
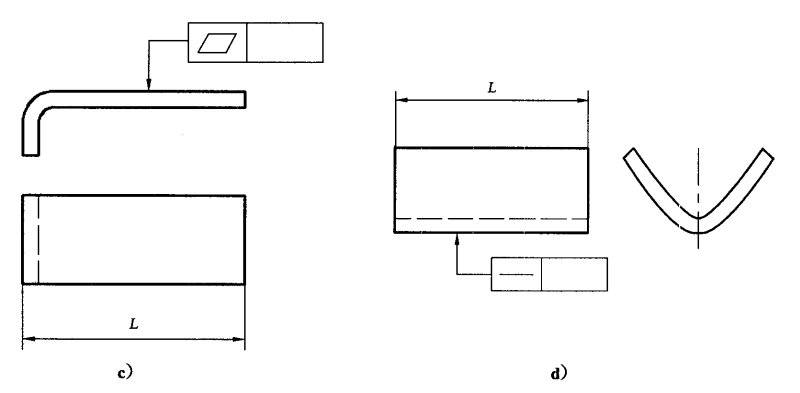
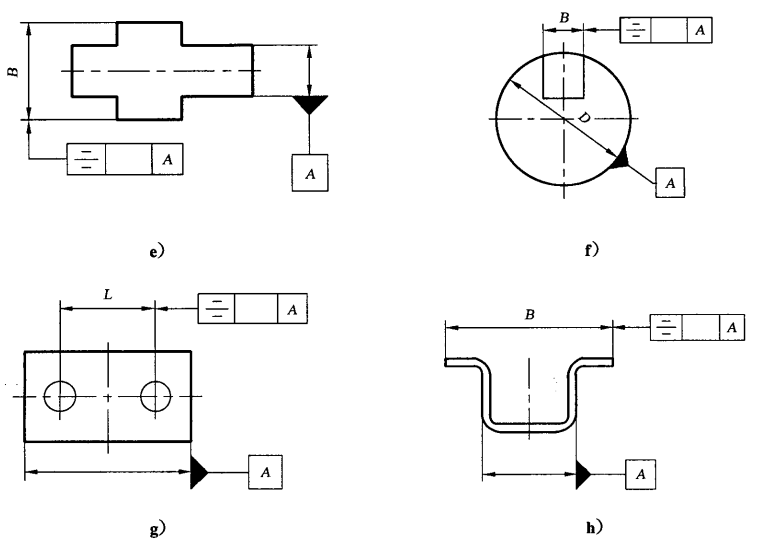
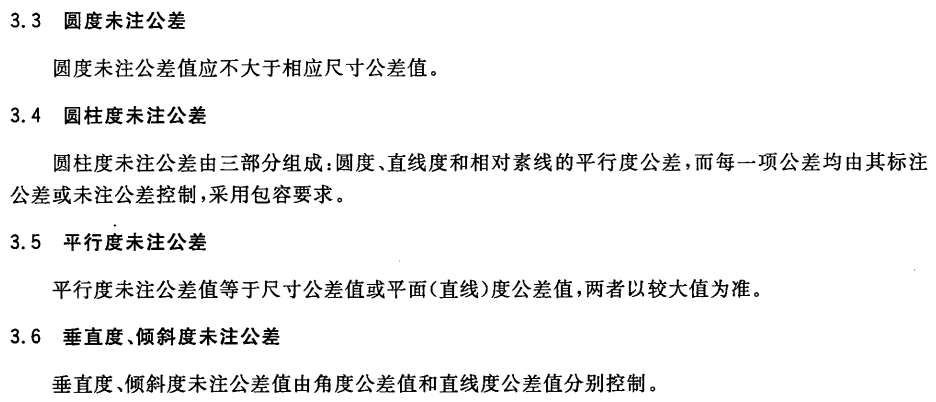
//②依据加工精度等级,选择合理的数值。
//形位公差5类14个,如果没办法判断都可以参考公差得出的公差带给出数值,或直接让AI判断一个数值(现在很多强悍的AI可以)。
4.《GBT 15055-2007 冲压件未注公差尺寸极限偏差》

//这个公差明显比上面专用公差的要求宽松,却一般也可以用于钣金件的标注。可实际上最常用的做法是技术要求提一下,而不是按个标注。
//就作者看,这个公差标准,真的可以做成插件,然后一键标注即可。
5.《GBT 1804-2000 一般公差 未注公差的线性和角度尺寸的公差》

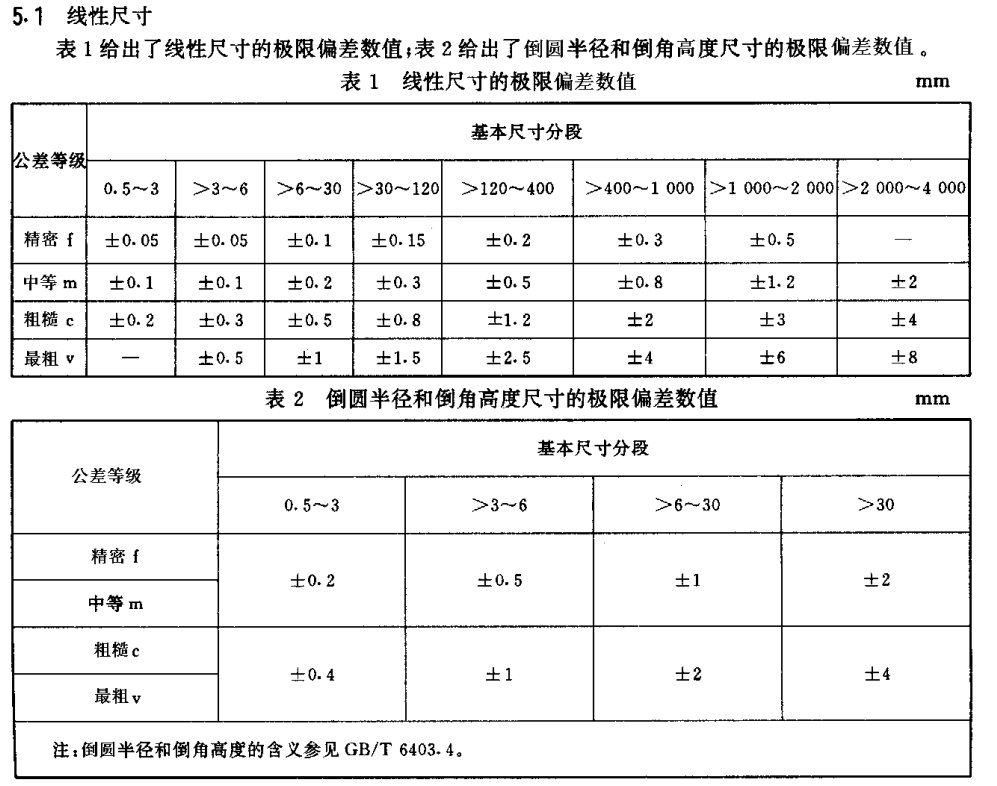
//真的是万能公差标准,很多公司的注塑等其他工艺都用这个标准,可以多看看。
6.AI帮助评审公差
在这个时间点(20260417),作者可以说,很多强悍的AI已经可以帮助评审公差了,如gemini。作者上传过一张钣金冲压件的形位公差的标注图,不得不说AI评审的头头是道的,不但给出理由,还给出标准依据。
但要注意,AI的通病是,一本正经胡说八道,比如这次评审,有标准对的,但引用标准的内容是错误的,这个时候就需要人工判断了。
不管怎么说,进步是明显的。至少,不用自己强制翻标准来标公差了。你看,钣金冲压件的公差标准就这么多。
AI真是大潮流啊。
