本章目的:注塑孔特征设计
1.注塑孔的深度不能太深(若太深,采用阶梯孔成型)
塑胶件的孔、槽以及凹坑是通过模具上的型芯而成型的。型芯是模具上凸起的部分,型芯尺寸影响着模具的寿命和零件的质量等。在零件注射过程中,过高过长的型芯承受着较高的塑胶熔料冲击力,很容易引起型芯的位置移动,从而造成孔槽等尺寸误差大,或者在长期的冲击力之下,型芯容易发生折断而降低使用寿命。因此,塑胶件的孔、槽以及凹坑等相关尺寸设计必须保证合适型芯的尺寸,从而保证模具寿命和提高零件质量等。
塑胶件上常见的孔大致可以分为不通孔、通孔和阶梯孔3种。
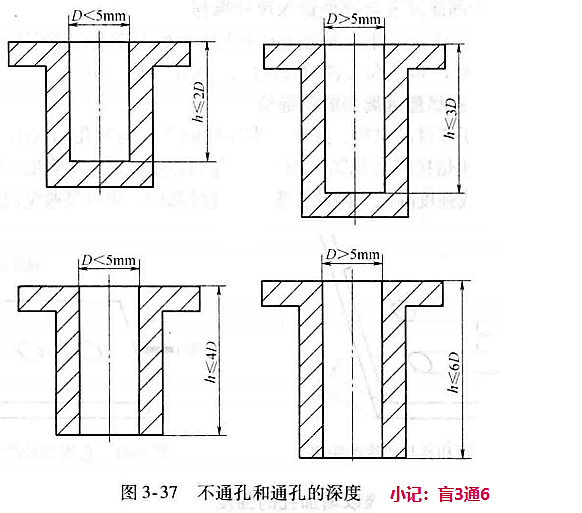
当不通孔的直径小于5mm时,孔的深度不应该超过孔直径的2倍;当不通孔的直径大于5mm时,孔的深度不应超过孔直径的3倍。
通孔比不通孔更容易制造,因为型芯可以分布在凸、凹模两侧,通孔的深度可以适当加大。当通孔的直径小于5mm时,孔的深度不应该超过孔直径的4倍;当通孔的直径大于5mm时,孔的深度不超过孔直径的6倍。
不通孔和通孔的深度推荐值如图3-37所示。
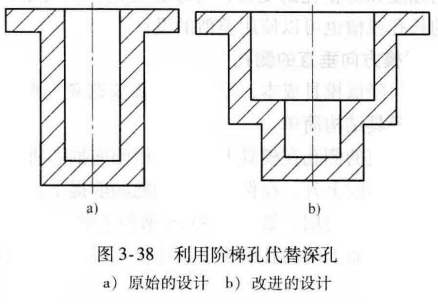
如果孔太深,可以用阶梯孔的方法替代成型,如图3-38所示。
2.注塑需避免盲孔(不通孔)底面太薄
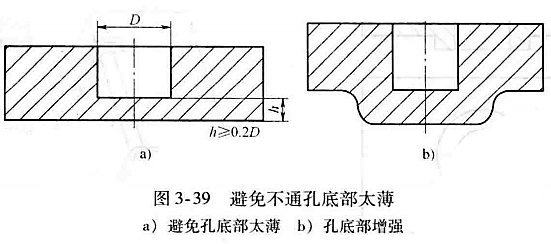
不通孔底部厚度至少应当大于不通孔直径的0.2倍,如图3-39a所示。底部太薄,不通孔强度低,同时背面容易产生外观缺陷。如果底部太薄,则可以考虑使用图3-39b所示的方法增强不通孔的强度。
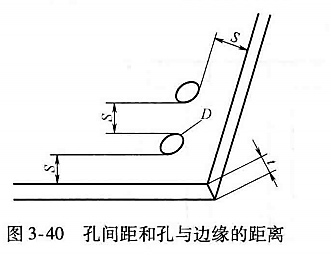
3.孔与孔的间距及孔与零件边缘尺寸避免太小
4.零件上的孔尽量远离零件受载荷部位
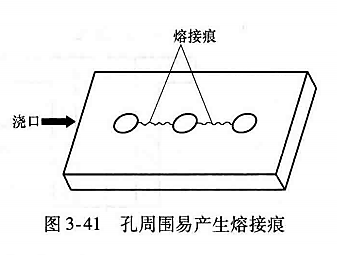
由于孔去除了零件的材料,降低了零件的强度;同时孔的周围(特别是有很多孔时)很容易产生熔接痕(见图3-41),零件的强度被进一步降低。塑胶零件常常因为过多的孔而造成强度降低。因此在零件受载荷部位。应尽量避免放置太多的孔。
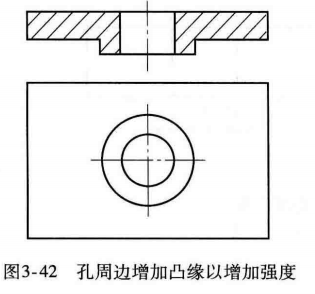
5.可以在孔的边缘增加凸缘增加孔的强度
为了增加孔的强度和防止孔的变形,可以在孔的四周增加凸缘(见图3-42),对需要增加强度的长孔或槽也可以使用类似的设计。
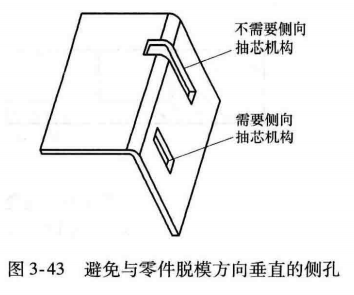
6.避免与零件脱模方向垂直的侧孔
为简化模具结构,降低模具成本,零件设计需要避免与脱模方向垂直的侧孔。孔的设计应尽量使得模具结构简单。
与零件脱模方向垂直的侧孔在模具上需要使用侧向抽芯机构,这会增加模具的复杂程度,造成模具成本的上升。在保证零件功能的前提下,可以通过设计优化来减少和避免侧向抽芯机构的使用。如图3-43所示的塑胶件,下侧的孔需要侧向抽芯机构,模具结构复杂;而上侧的孔由于设计优化则可以直接脱模,不需要侧向抽芯机构,模具结构简单。
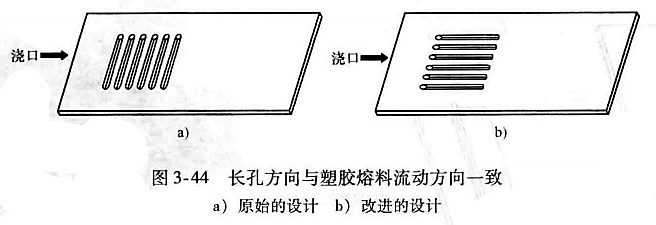
7.长孔的设计避免阻碍塑胶溶料的流动
长孔是指长而窄的孔。长孔的方向应该与塑胶熔料的流动方向一致,避免垂直于流动方向,以免阻碍塑胶熔料的流动,长孔的设计如图3-44所示。
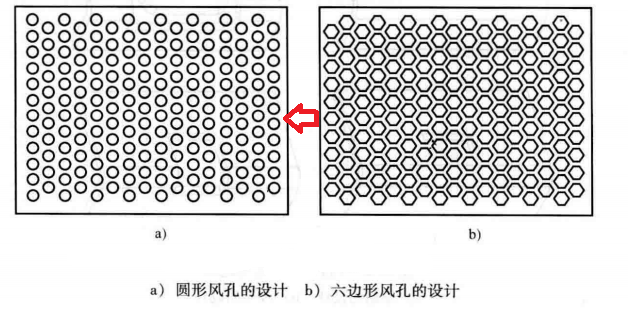
8.风孔的设计
过多的风孔设计会造成零件强度降低,可以通过增加前几节所述的加强筋或凸缘等方法来增加风孔处零件的强度。