本章目的:明确注塑件表面和表面处理相关的设计。
1.光面
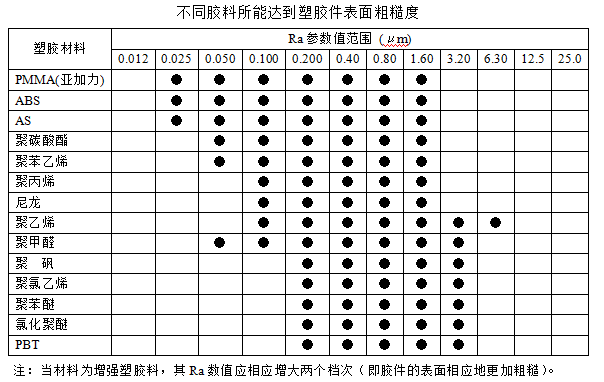
塑胶件光面,即不做任何处理,保持自然粗糙度。塑胶件的粗糙度标准见:《GB/T 14234-1993 塑料件表面粗糙度》。
其他关于光面的要求有:
a)蚀纹表面不能标注的粗糙度。在塑胶表面光洁度特别高的地方,将此范围圈出标注表面状态为镜面。
b)塑胶零件的表面一般平滑,光亮,表面粗糙度一般为Ra2.5〜0.2um。
c)塑胶的表面粗糙度,主要取决于模具型腔表面的粗糙度,模具表面的粗糙度要求比塑胶零件的表面粗糙度高一到二级。用超声波、电解抛光模具表面能达到Ra0.05。
具体每种塑胶产品表面要求所具有的表面粗糙度应根据实际情况和客户的要求,对于模具型腔表面要求达到相应的表面粗糙度。
//作者现在的行业对光面没有特别的要求,一般只要没有注塑缺陷即可。
2.皮纹
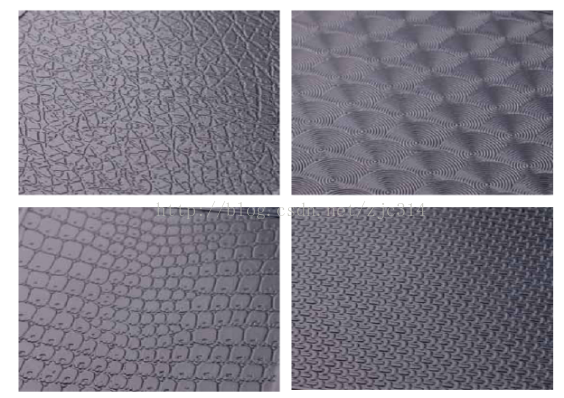
皮纹(蚀纹)工艺,香港称之为“晒纹”,台湾称之为“咬花”,“蚀纹”是书面语,英文名为texture或texturing。
咬花是用化学药品如浓硫酸等对塑料成型模具内部进行腐蚀,形成蛇纹、蚀纹、犁地等形式的纹路,塑料通过模具成型后,表面具有相应纹路。与其他部分较大的差异是,咬花是对模具的加工,而其他部分则是直接对半成品加工。
工艺流程:模具接收→喷砂→化学清洗(酸洗)→贴花→上沥清粉→加热→上洋→干漆→化学腐蚀→化学清洗→喷砂→品检。
作者仔细查过,皮纹并无GB的标准。但有一家公司的皮纹为大家公认的,就是Mold-Tech(模德),这家公司的蚀纹是最广泛和全面的
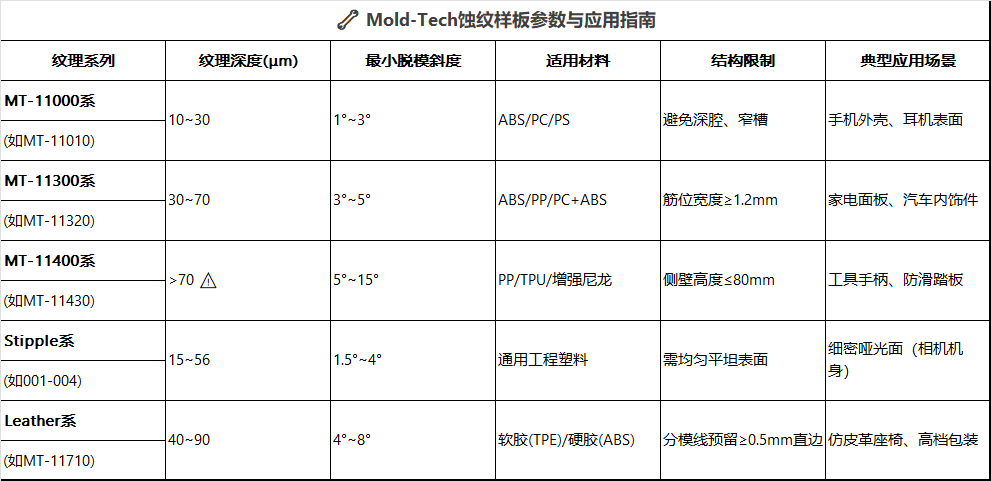
当然,具体要做皮纹,最好找一家技术过硬的公司,然后提供皮纹样板。
3.喷涂
注塑件常见的有喷塑、电镀、烤漆等。
可见:
https://www.cnblogs.com/zjc9915/p/9241036.html
4.刻字等标识
1.如一模多腔模具,需加刻模穴号:1、2、3、4……;
2.版本号刻在顶针上或单独找空白处刻上即可,版本号以字母表示:A、B、C……;
3.在空白处加刻图号:DKBAXXXXXXXX;
//2,3两条,这里就有一个图纸的图号和版本号常识普及和管理问题了,很多国外公司用“1234567+版本号”做图纸的名称不是没有原因的。生产上还有一个批次区分,别弄混了。
4.所有刻字均以不影响外观,不影响装配为基准;
5.一般塑料件上采用凸字,简化模具制造;
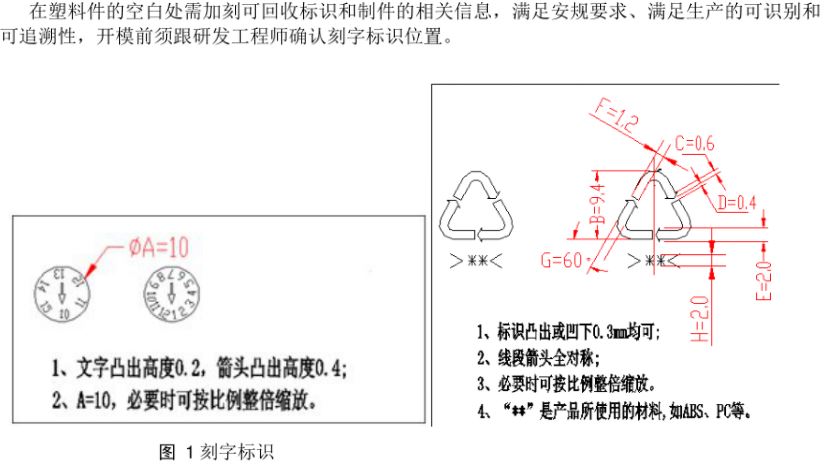
6.对于重量大于等于50g的非透明塑料制品,空间足够时,必须在模具上雕刻回收标识及塑料材质描述、零件生产日期等内容;使用在服务器上重量超过25g的塑料制品,必须在模具上刻回收标识及塑料材料描述;
7.不论物料是否大于50克,只要在面积、运用许可的情况下,都必须刻印图号、版本、供应商代码、模穴号、生产日期等;字体和字号不限,但同一编码物料上字体和字号需统一;各标识可分散刻印,具体位置开模交流确定;
8.标识须刻印在物料非外观面,导光柱及其它对表面有特殊要求的小件不可用标识;
9.如果零件的刻字空间太小,不可以同时容纳所有的刻字内容,刻字优先顺序为:材料>回收标识>图号>生产日期>模穴号>版本>供应商代号;
10.以上要求与《签样及签样管理操作指导书》有冲突时,以《签样及签样管理操作指导书》为准;
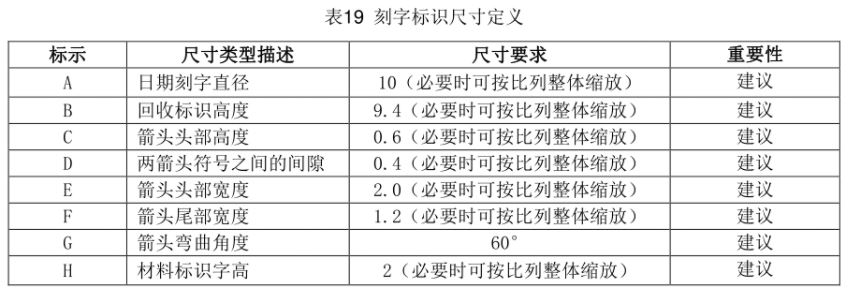
11.国标依据《GB/T 16288-2024 塑料制品的标志》。
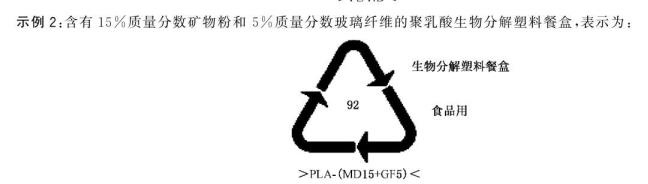
但这份国标执行的不是非常严格,以公司规范为依据最好。
