本章目的:了解塑胶件机械紧固方式的设计要点。
1.紧固件装配
塑胶件可以通过标准的螺栓、螺钉和螺母等通用紧固件来实现装配。由于紧固件由铁或铜等金属构成,强度较高,而相对来说,塑胶件强度较低,因此在使用紧固件进行塑胶件的装配时,需要避免塑胶件承受较大的压应力而发生变形甚至折断等问题。
在使用紧固件装配时,需要考虑到:
1.1 避免使用过大的扭矩来进行装配。
过大的扭矩容易造成塑胶件承受过大的压应力而失效。在装配线上,可以通过使用扭力螺钉旋具或扭力扳手等来控制装配过程中扭矩的大小。
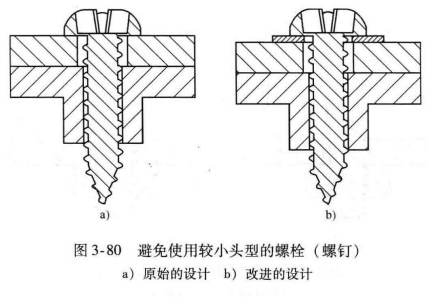
1.2 避免使用较小头型的螺栓(螺钉)。
使用较大头型的螺栓(螺钉)、有肩螺栓或者使用垫圈来扩大塑胶件与紧固件的接触区域,从而减小塑胶件承受的压应力,如图3-80所示。
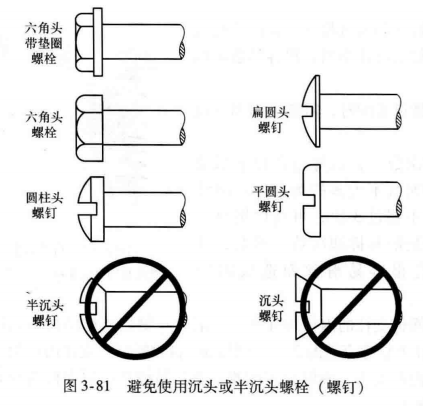
1.3 避免使用沉头或半沉头螺栓(或螺钉)
这种圆锥形紧固件会造成塑胶件承受圆周应力而失效,如图3-81所示。
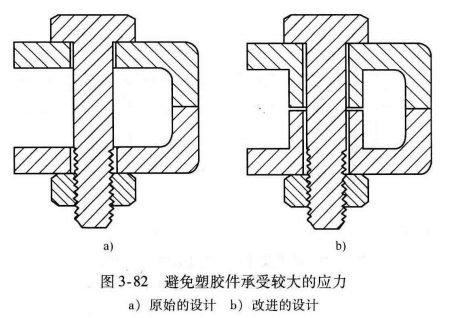
1.4 可以通过塑胶件的优化设计来避免塑胶件承受较大的应力
如图3-82所示。
2.塑料用自攻螺钉
塑料用自攻螺钉是专为带有拔模孔的塑料材料而设计的,是标准件或内螺纹嵌件的最佳替代品。螺纹设计有尖锐的牙尖角(从30º到48º),此设计可增强拉拔阻力并降低了塑料开裂的风险。
塑料材料被广泛应用于各个行业中,因其独特的轻量化、灵活性、耐久性和其他优秀的内在属性。选择最合适的螺钉来应用于塑料材料,将允许更薄的BOSS柱壁厚,这将降低整体的装配成本(减少塑料材料的使用,安装时间和注塑件的成本等)。

如果塑料支柱结构是用于自攻螺钉固定,那么这时候的支柱是一个典型的标准特征设计。
作者建议,塑胶支柱(boss柱)的设计按照现有的典型特征来,尽量不需要独立“创新”,才能最大可能减少失误。
有两家比较好的自攻螺钉厂家的设计指南,如下图所示:
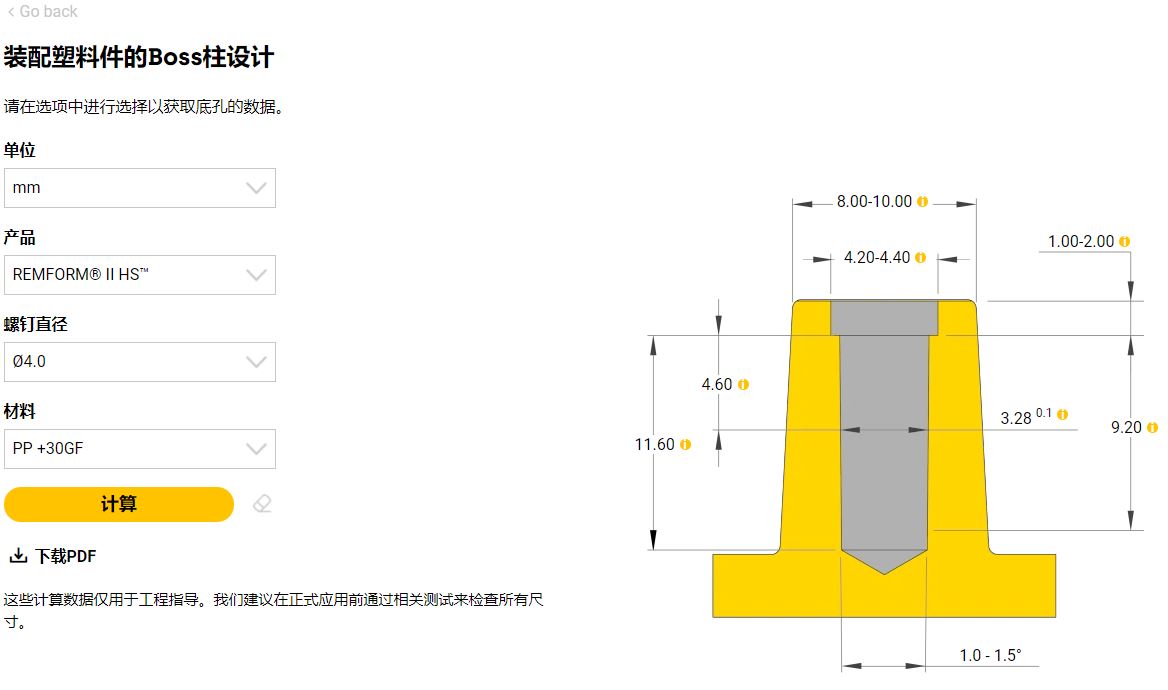
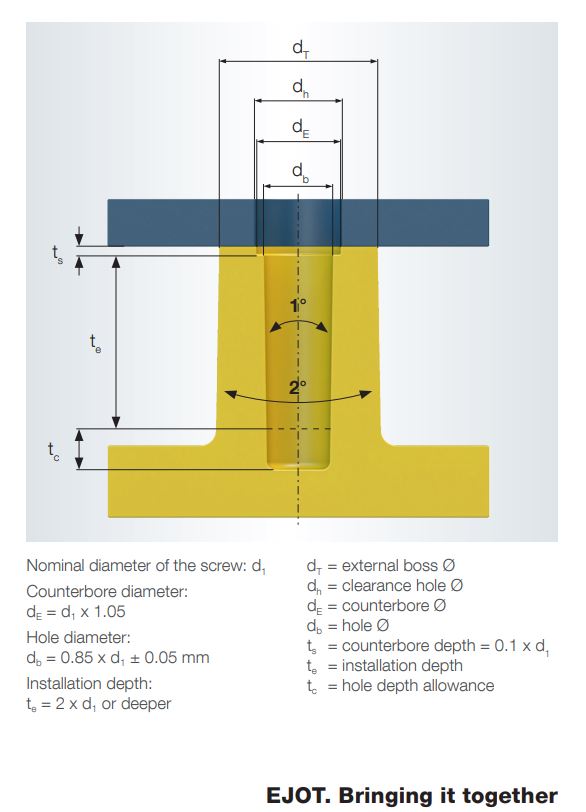
有详细的推荐数值,如图。也可以直接登录这两家的网站自己看。
使用自攻螺钉装配时,需要考虑如下设计原则:
2.1装配次数
自攻螺钉常用于塑胶件装配和拆卸次数不太多的场合。一般装配和拆卸次数不超过3次,可以使用自攻螺钉。当零件装配和拆卸次数太多时,自攻螺钉支柱孔很容易滑丝而造成固定失败。
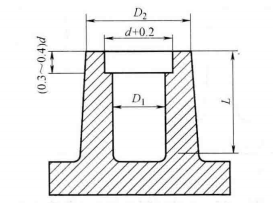
2.2 自攻螺钉支柱的内径和外径
一般自攻螺钉支柱的内径为螺钉公称直径的0.8倍,外径为公称直径的2倍,例如M3自攻螺钉,支柱内径为2.4mm,外径为6mm。支柱内径太小,螺钉拧入困难,支柱易破裂;而支柱内径太大,螺钉易滑丝,固定效果差。
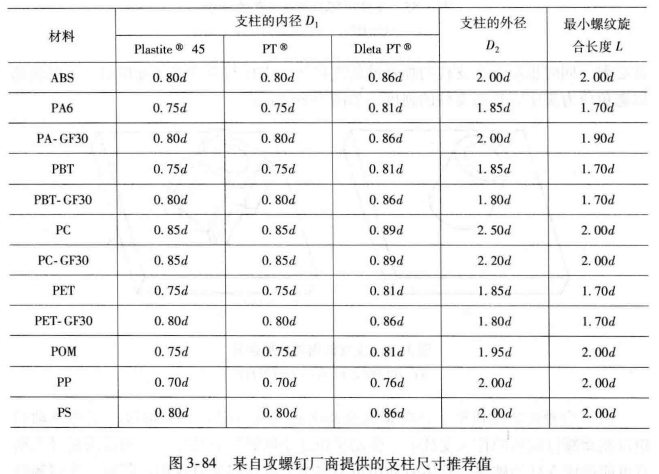
支柱内径与塑胶材料和螺纹旋合长度有关系。对柔韧度高和不易碎的材料,支柱的内径可适当减小,反之则加大;如果螺纹旋合长度较长,支柱内径则可适当加大。
很多塑胶材料供应商和自攻螺钉厂商对于支柱的内径等相关尺寸有相应的推荐值。当产品设计工程师对于支柱的内径等相关尺寸设计不是很明确时,可以向塑胶材料供应商和自攻螺钉厂商寻求帮助。
2.3 螺纹旋合长度不少于螺钉公称直径的2倍
螺纹旋合长度太小,螺钉抗拔出力小,固定效果差。自攻螺钉支柱的深度一般需要使得螺纹旋合长度不小于螺钉公称直径的2倍。
2.4 支柱的深度
支柱的深度至少比螺钉长度大0.5mm,同时,比螺钉长度大0.5mm,防止螺钉顶部接触支柱根部,造成支柱根部损坏。
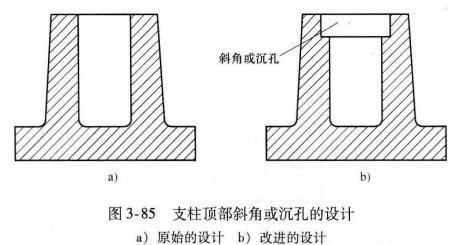
2.5 支柱顶部增加斜角或沉孔
支柱顶部应当增加斜角或沉孔,如图3-85所示。斜角或沉孔具有导向作用,使得自攻螺钉拧入过程顺利,同时为塑胶屑提供空间,防止塑胶屑溢出,沉孔的尺寸可以参考图3-84。
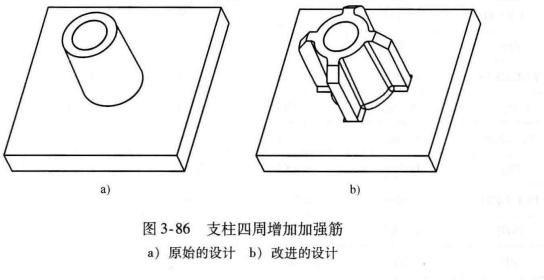
2.6 支柱四周增加加强筋和圆角
自攻螺钉支柱最常见的失效模式是支柱不能承受自攻螺钉旋入过程中的圆周力而发生破裂,因此在支柱四周增加加强筋就非常必要。同时也应当在支柱与加强筋的连接处、支柱与主壁连接处增加一定的圆角以避免应力集中,提高支柱的强度,如图3-86所示。
2.7 合理的驱动扭矩
自攻螺钉在初次拧入支柱时,需要通过一定的驱动扭矩以驱动螺钉顺利的拧入支柱中。驱动扭矩过小则螺钉不易拧人,驱动扭矩过大则有可能造成支柱的破裂。具体驱动扭矩是多少,可以咨询自攻螺钉厂商、并同制造工程师一起通过多次调试来获得;同时,在装配过程中可用扭力螺钉旋具或电动螺钉旋具来控制和保证驱动扭矩的大小。
以下扭矩表格数据可供参考: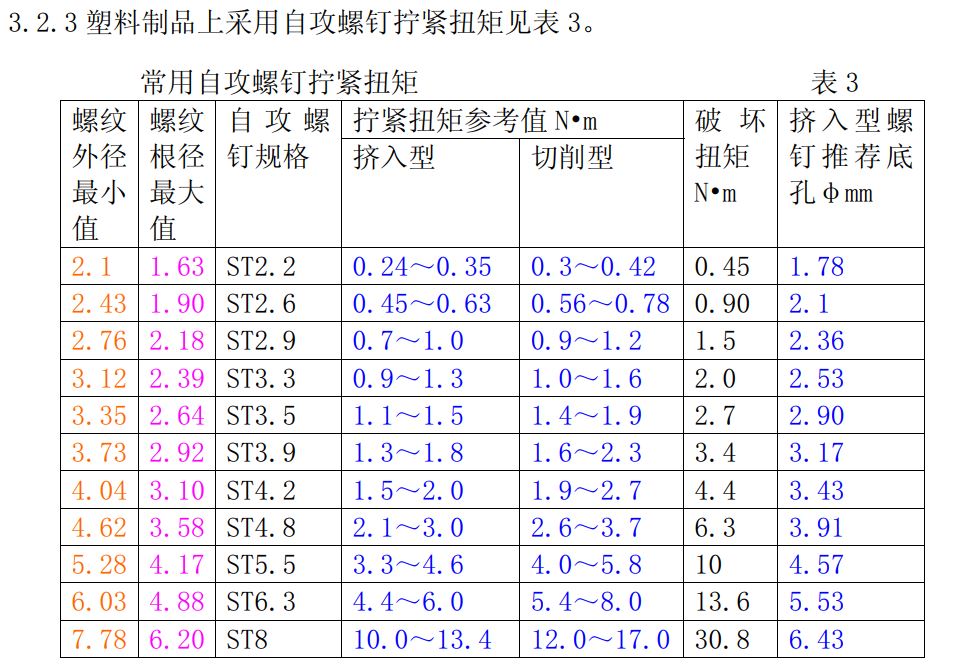
3.埋入螺母
3.1 埋人螺母的安装方式
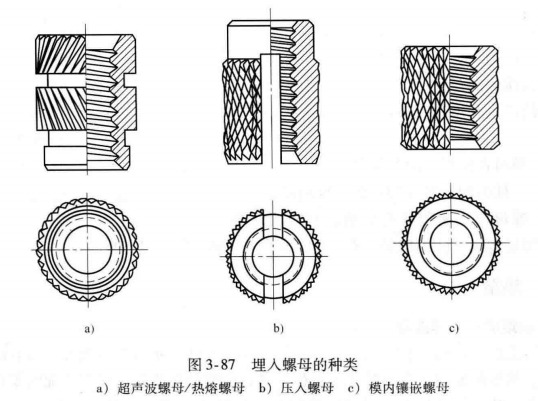
当塑胶件需要多次拆卸时,使用自攻螺钉不是一个最佳选择,此时可以选择在塑胶件中埋入螺母,然后再使用螺钉固定。当然,埋入螺母的成本较高。根据埋人螺母的安装方式,埋入螺母可分为超声波螺母/热熔螺母、压入螺母、模内镶嵌螺母,如图3-87所示。
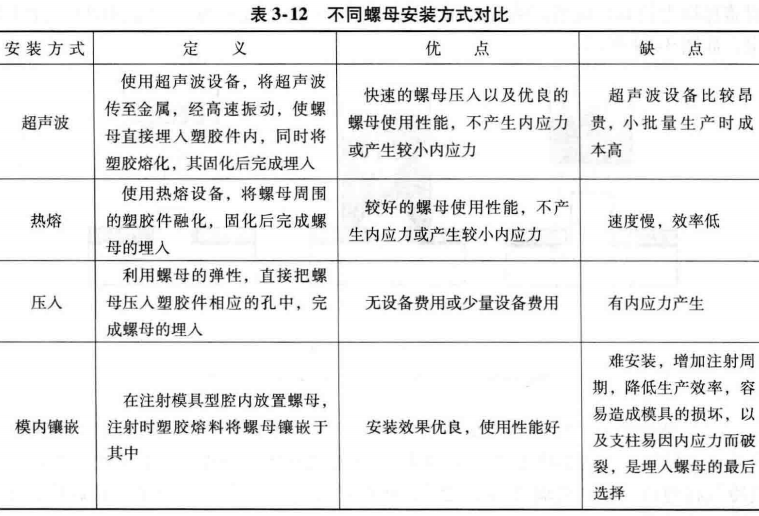
3.2 安装方式对比
四种不同螺母安装方式的特点见表3-12。
追加,还有使用有内外牙的螺母自攻机械紧固的。
3.3 螺母支柱设计指南
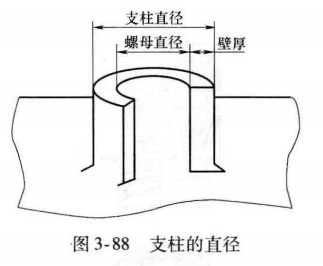
一般来说,螺母周围塑胶材料的厚度为螺母外径的1/2〜1倍。如果螺母埋入支柱中,支柱的直径应至少是螺母直径的2倍,如图3-88所示。
较薄的壁厚和较小的支柱直径很容易影响螺母的使用性能。当产品设计工程师对支柱的尺寸设计不确定时,可以咨询螺母的厂商,很多厂商都会提供支柱的设计指南。
而对于模内镶嵌螺母,由于塑胶材料的热膨胀系数远大于金属,造成塑胶在冷却时产生较大的内应力,易导致支柱的破裂。因此,在选用模内镶嵌螺母时,产品设计应当注意减少内应力的产生和增加支柱的强度,避免支柱的破裂:
1)螺母在使用时应当预热。
//但实际操作中经常无视这些。
2)支柱的四周增加加强筋以提高强度。
3)螺母应当避免具有尖角,例如滚花等特征很容易造成支柱的破裂,对于PC等缺口敏感材料尤其如此。
4.DFMA的运用
DFMA学以致用,事前遵循,事后补缺。