本章目的:各种铸造工艺了解,DFM-铸造件的设计准则是依据哪种工艺。
1.铸件(铸造件)概念

1.1 铸件casting定义
铸造件,又称铸件,是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
1.2 铸件历史
铸件应用历史悠久。古代人们用铸件作为一些生活用具。近代,铸件主要用作机器零部件的毛坯,有些精密铸件,也可直接用作机器的零部件。铸件在机械产品中占有很大的比重,如拖拉机中,铸件重量约占整机重量的50~70%,农业机械中占40~70%,机床、内燃机等中达70~90%。各类铸件中,以机械用的铸件品种最多,形状最复杂,用量也最大,约占铸件总产量的60%。其次是冶金用的钢锭模和工程用的管道、以及生活中的一些工具。
铸件也与日常生活有密切关系。例如经常使用的门把、门锁、暖气片、上下水管道、铁锅、煤气炉架、熨斗等,都是铸件。
1.3 铸件分类
铸件有多种分类方法:
按其所用金属材料的不同,分为铸钢件、铸铁件、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。而每类铸件又可按其化学成分或金相组织进一步分成不同的种类。如铸铁件可分为灰铸铁件、球墨铸铁件、蠕墨铸铁件、可锻铸铁件、合金铸铁件等;
按铸型成型方法的不同,可以把铸件分为普通砂型铸件、金属型铸件、压铸件、离心铸件、连续浇注件、熔模铸件、陶瓷型铸件、电渣重熔铸件、双金属铸件等。其中以普通砂型铸件应用最多,约占全部铸件产量的80%。而铝、镁、锌等有色金属铸件,多是压铸件。

2.各种铸件的成型工艺简介
《GB/T 6414-2017 铸件 尺寸公差、几何公差与机械加工余量》中表格显示的铸造工艺如下:
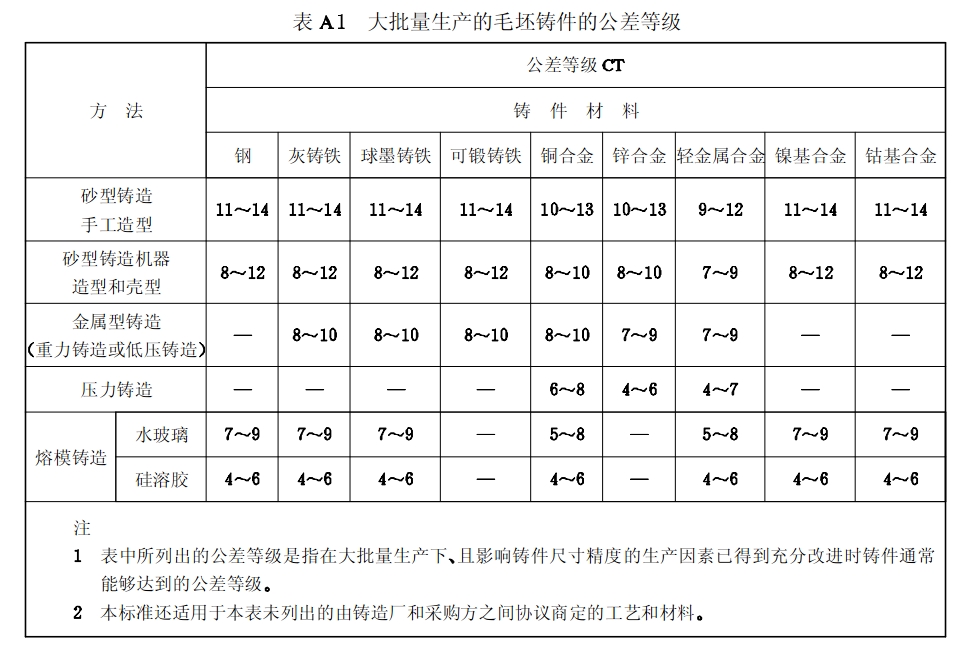
//作者至少要把GBT6414中的铸造概念都写一遍,不然公差标准都白制定了。
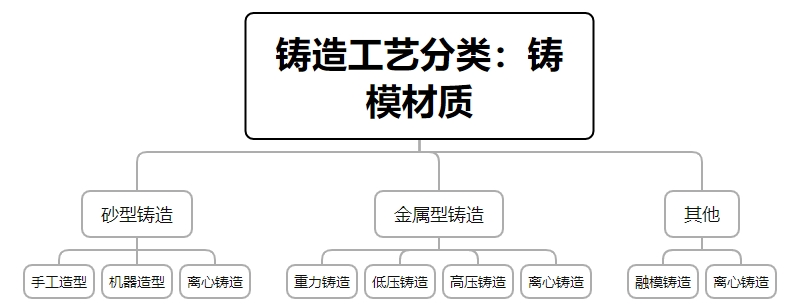
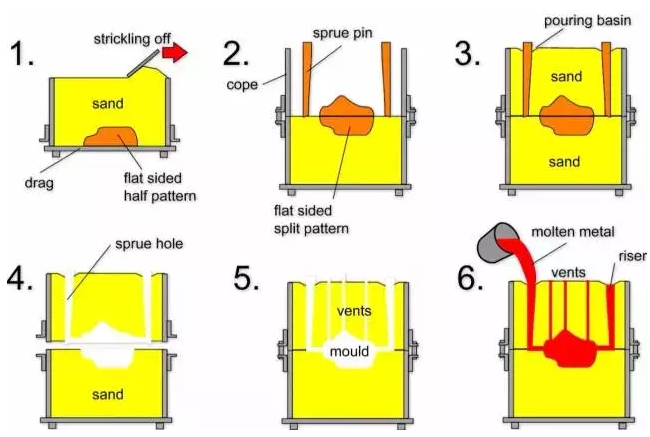
2.1 砂型铸造sand casting
就是用砂子制造铸模。 砂模铸造需要在砂子中放入成品零件模型或木制模型(模样),然后在模样周末填满砂子,开箱取出模样以后砂子形成铸模。
为了在浇铸金属之前取出模型,铸模应做成两个或更多个部分;在铸模制作过程中,必须留出向铸模内浇铸金属的孔和排气孔,合成浇注系统。 铸模浇注金属液体以后保持适当时间,一直到金属凝固。 取出零件后,铸模被毁,因此必须为每个铸造件制作新铸模。
应用:汽车的发动机气缸体、气缸盖、曲轴等铸件
砂型铸造是最初的铸造工艺,古代很多青铜器的铸造就是用这种方法。而长期以来,也一直未淘汰。其中,用砂子制造铸模的方法从基本的用手工制作发展到现代的机器制作,这就是公差表中的不同。
2.2 金属型铸造permanent mold casting
金属型铸造(外文名:permanent mold casting),又称硬模铸造,是工业铸造中通过将液态金属浇入可重复使用的金属铸型获得铸件的工艺方法。该方法具有铸型复用次数多(数百至数千次)、生产效率高等特点,但因金属型导热性强且无退让性,主要适用于形状简单的中小型铸件生产,对黑色金属铸造存在壁厚限制。
这其实是铸造的一次发展,砂子制造的铸模有不足之处,就发展出金属铸模。好处如上所述。
最初的金属型铸造还是重力铸造,就是比较简单的把砂子铸模换成金属铸模,但浇筑方式还是靠重力。
(广义的重力铸造重力铸造又分为:砂型浇铸、金属型(钢模)浇铸、消失模浇铸等;窄义的重力铸造专指金属型浇铸。)
2.2.1 重力铸造gravity die casting
重力铸造,也称为永久模铸造,利用重力(而非外部压力)将熔融合金注入可重复使用的金属模具中。
尽管早在17世纪工匠们就尝试使用金属模具,但现代重力铸造技术是随着钢铁铸造工艺的进步,在19世纪末和20世纪初发展起来的。
从本质上讲,重力铸造依赖于重力将熔融金属引入模具型腔。
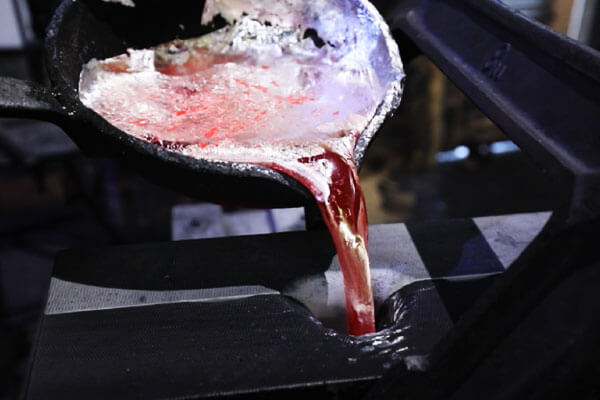
与使用液压或机械力的压力铸造不同,重力铸造只需将液态金属浇注到浇口处,然后让重力完成后续工作。
2.2.2 低压铸造low pressure die casting
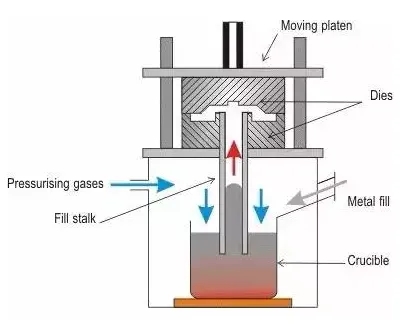
低压铸造:是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(0.01-0.05 MPa),所以叫做低压铸造。
其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道上升,通过内浇道平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再开型并取出铸件。

低压铸造优点:
1)气体,杂物卷入少,可以改变加压速度,熔汤靠层流进行充填;
2)采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,提高了铸件的合格率;
3)铸件在压力下结晶,铸件组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利;
4)可以改变加压速度,熔汤靠层流进行充填;
5)材料的使用范围广;
6)多为机械化作业,工人劳动环境好.。
低压铸造缺点:
1)生产效率低下,于重力压铸相比较。压铸>重力>低压;
2)铸造周期长,生产性差。为了维持方向性凝固和熔汤流动性,模温较高,凝固速度慢;
3)靠近浇口的组织较粗,下型面的机械性能不高,需要全面的严密的管理(温度、压力等) 。
当需要高精度和卓越的表面质量时,首选低压压铸。该方法适用于具有复杂几何形状或内部孔隙率最小的零件。因此,它是汽车和航空航天部件的理想选择,因为它们需要精度和结构完整性。同时,低压压铸的受控填充过程减少了缺陷的可能性,确保了更高质量的表面处理。

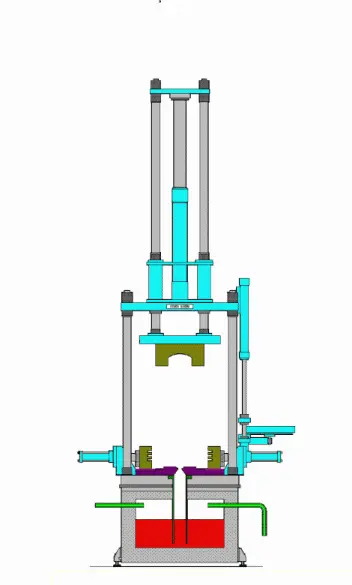
2.2.3 高压铸造high pressure die casting
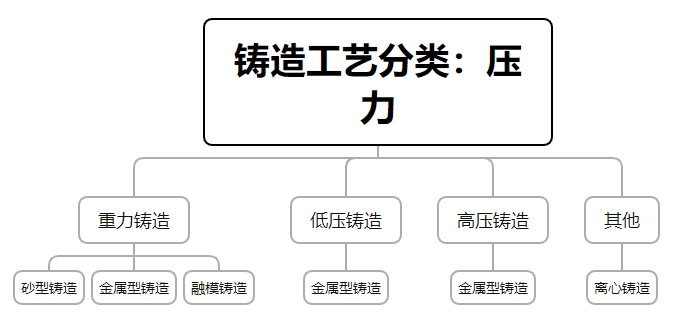
严格来说,其实低压铸造和高压铸造,都是属于金属型压铸die casting,如图示。

但大部分搜索资料,都是将高压铸造high pressure die casting简称为压铸die casting。
那作者就随大流,将压铸=高压铸造。而后面章节的压铸件设计指南,实际上是高压铸造件设计指南。当然,就作者看来,很大一部分也适合低压铸造工艺。
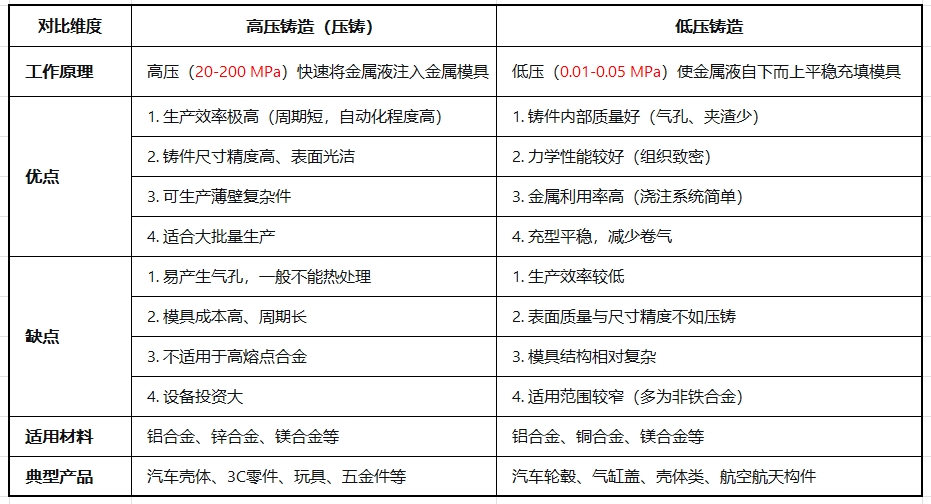
高压铸造定义:一种将液态或半固态金属或合金,或含有增强物相的液态金属或合金,在高压下以较高的速度填充入压铸型的型腔内,并使金属或合金在压力下凝固形成铸件的铸造方法。压铸时常用的压力为(20-200 MPa),金属充填速度为0.5~120m/s。因此,金属液的充型时间极短,约0.01~0.2秒(须视铸件的大小而不同)内即可填满型腔。因此,高压、高速是压铸法与其他铸造方法的根本区别,也是重要特点。
应用范围是:大批量生产,以锌合金、铝合金、镁合金及铜合金为主的中小型薄壁铸件,也用于铸铁件。
高压铸造和低压铸造的优缺点对比如下:
2.3 熔模铸造investment casting
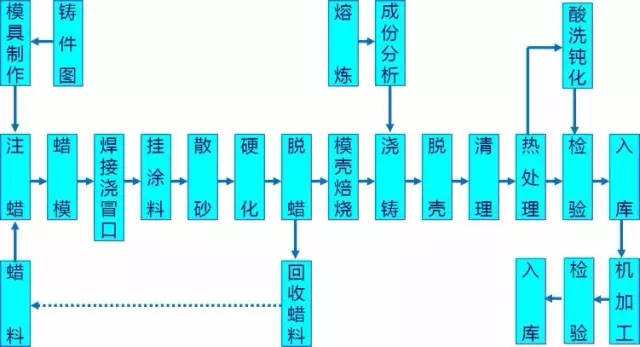
又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,在焙烧成陶模。一经焙烧,蜡模全部熔化流失,只剩陶模。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
铸件精度高,表面质量好,但压型制造费用高,工序繁多。手工操作时,劳动条件差。
应用范围是:各种生产批量,以碳钢、合金钢为主的各种合金和难于加工的高熔点合金复杂零件为宜,铸件质量一般小于10kg。

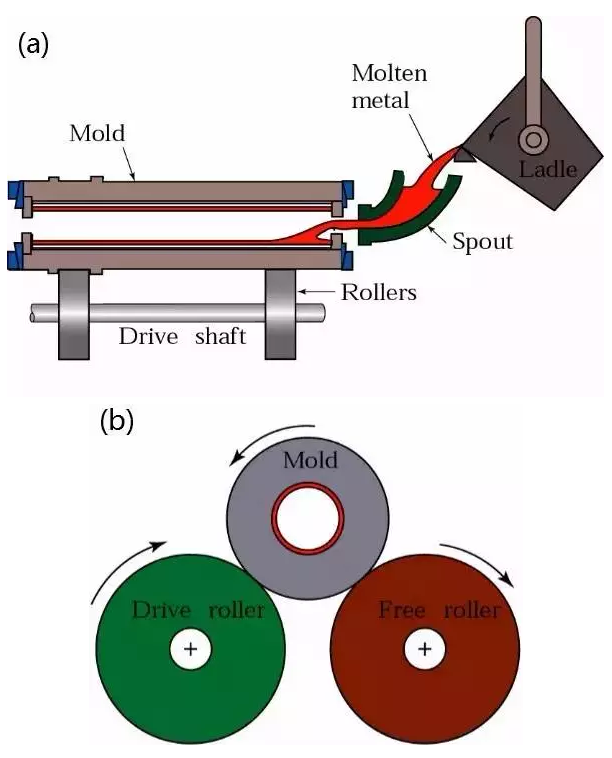
2.4 离心铸造centrifugal casting
是将液体金属注入高速旋转的铸型内,使金属液在离心力的作用下充满铸型和形成铸件的技术和方法。离心铸造所用的铸型,根据铸件形状、尺寸和生产批量不同,可选用非金属型(如砂型、壳型或熔模壳型)、金属型或在金属型内敷以涂料层或树脂砂层的铸型。
应用范围是:单件、成批大量生产的铁管、铜套、轧辊、金属轴瓦、气缸江套等旋转体型铸件。
3.铸造件的DFM
依据依据铸造件工艺的不同,DFM需要遵循对应的设计准则,这点才是麻烦的地方!
也就是说,DFM-铸造件设计,必须分类!
分成:
①DFM-砂型铸造件设计;
②DFM-高压铸造件设计;
③DFM-低压铸造件设计;
④DFM-熔模铸造件设计;
⑤DFM-离心铸造件设计;
……
如上图所示,我们也知道,高压铸造和熔模铸造还是有很大不同的。
所以设计时一定要分清楚,你手头上的这种铸造件是什么工艺。
